
どうもみこです。
この記事では、品質管理の手法「QC7つ道具」の一つ「管理図」について解説をしていきます。
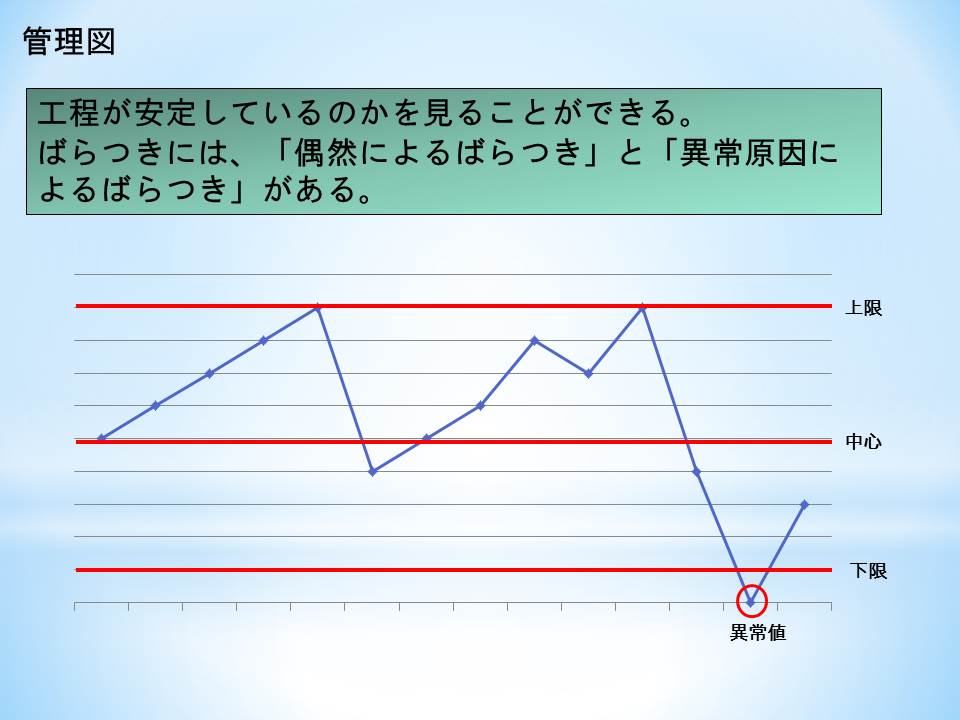
管理図は、工程が安定しているのか(ばらつき)を管理するためのツールです。
製品を製造すると、必ず「ばらつき」が発生します。そのばらつきを見て工程の状態を把握し、必要な場合はなんらかの改善を行います。
ばらつきや管理図には、種類があります。
それらを把握して適切に判断することで、工程の安定状態を保つことができます。そのためには「管理図」についてしっかりと理解することが大切です。
・管理図ってなに
・どんな種類がある
・どうやって使う
このような悩みを解決します。
それでは、管理図について勉強していきましょう。
QC7つ道具については「【QC7つ道具】問題解決の分析手法【製造業以外にも有効です】」の記事をご覧ください。
管理図について解説
それでは、具体的に管理図について解説していきます。
管理図とは
管理図は、工程がどのような状態であるかを監視し、工程を安定状態に保つためにもちいられるツールです。
具体的には中心線と上下にひかれた「管理限界線」と、品質特性を線グラフで表します。管理限界線を外れたデータに対して、原因の分析や対策を講じていきます。
このように管理図は、工程の状態を目で見て確認することができます。
ばらつきには2つの種類がある
製品の製造を行っていくなかで、ばらつきは避けることができません。
「人」「材料」「方法」「作業条件」と、ばらつく要因はさまざまです。完全に同じ条件で製造を続けることができない以上は、完全にばらつきを避けることはできないのです。
そこで、ばらつきを抑えるため、影響の大きな要因を抑え込む活動を行います。そのなかで、影響の小さいばらつきは放置して作業を行います。
よって、ばらつきには「偶然原因によるばらつき」と「異常原因によるばらつき」の、2つの種類があるのです。
偶然原因によるばらつき
小さなばらつきは放置されていますので、ある程度のばらつきは仕方がないものとして扱います。それが「やむを得ないばらつき」ともいう、偶然によるばらつきです。
この原因を、「偶然原因」といいます。
異常原因によるばらつき
抑えているはずのばらつきが、管理限界線を越えたばらつきをみせている。放置している原因が、じつは大きな影響を及ぼしている。いつもと違った意味のあるばらつきを、「いつもと違った、意味のあるばらつき」といい、その原因を突き止める必要があります。
この原因を、「異常原因」といいます。
管理図をみて原因を見分けていく
管理図を確認しながら、どちらによる原因であるのかを見ていくことが大切です。異常な原因である場合は、なんらかの処置が必要となります。
管理図の種類

管理図には種類があり、使用目的によりわけられます。
計量値と計数値
管理するデータの種類により、管理図は分けられます。
計量値:測定したデータ(長さ、重量、時間等)
計数値:数えたデータ(不良数、不良率等)
扱うデータにより、使用する管理図を選びます。
管理図の選定
| 計量値を使用した管理図 | X(エックスバー)-R管理図(平均値と範囲) X(エックスバー)-S管理図(平均値と標準偏差) メディアン管理図( メディアン と範囲) X管理図(個々の測定値) |
| 計数値を使用した管理図 | np管理図(不適合品数) p管理図(不適合品率) c管理図(不適合数) u管理図(単位当たりの不適合数) |
扱うデータにより、使用する管理図を選定します。
管理図の見方
・点が管理限界線の外に出ない。
・点の並び方に癖がない。
このような基準で安定状態を確認します。
具体的には、このようなところを確認します。
・管理限界線を越えていない
・7つ以上の連(中央線の片方に連続した点)がある
・限界近くに連続した点がある
・点の並び方に癖がある
このようなデータに注意して、管理図を確認していきます。
最後に
製品を製造すると、必ず「ばらつき」が発生します。そのばらつきを見て工程の状態を把握し、必要な場合はなんらかの改善を行います。
管理図は、工程の状態を確認するために有効なツールです。
あなたも工程管理に、「管理図」を活用してみませんか。
コメント